干货|如何减小焊接残余应力
焊接应力,是焊接构件由于焊接而产生的应力。焊接应力是引起焊接接头中产生各种焊接裂纹的重要因素,而焊后留在焊件内的残余应力将会影响结构的使用寿命。所以,为了提高整个构件的焊接质量,必须采取措施控制和减小焊接残余应力。
为减小焊接残余应力,应采取下列工艺措施:

(1)焊接平面上的焊缝,要保证纵向焊缝和横向焊缝(特别是横向)能够自由收缩。如焊对接焊缝,焊接方向要指向自由端。
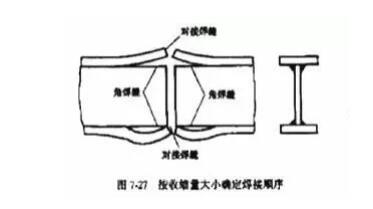
(2)先焊收缩量较大的焊缝,如结构上有对接焊缝,也有角焊缝,应先焊收缩量较大的对接焊缝,如图7-27所示。
(3)先焊横向短焊缝,如图7-28所示。

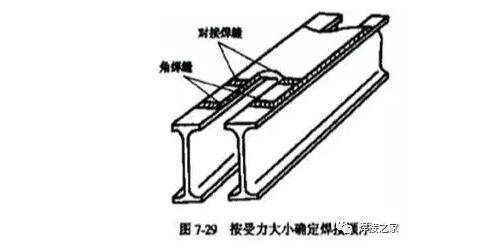
(4)工作时应力较大的焊缝先焊,使内应力分布合理,如图7-29所示。
结构刚性增加时,焊接应力随之加大。因此,降低构件焊接部件的局部刚性,有利于减小应力。在焊接封闭焊缝或其刚性较大的焊缝时,可以采取反变形法来降低结构的局部刚性或者在焊缝附近开缓和槽的方法来降低焊接部位的局部刚性。
加热“减应区”
焊接时,加热那些阻碍焊接区自由伸缩的部位,使之与焊接区同时膨胀、同时收缩.就能减小焊接应力,这种方法称为加热“减应区”法,或称为同步收缩法。加热的部位就称为“减应区”。
采用“冷焊”的方法降低焊接残余应力
“冷焊”的原则是尽量使焊接结构上的温度分布均匀,要求焊缝的局部温度尽量控制得低些,同时这个局部在焊接结构整体中所占的体积尽量小些。这种在结构中尽量减小温差的办法,可以有效地减小焊接残余应力,降低热应力裂纹倾向。
在冷焊操作时采用较小直径的焊条,较小的焊接电流,每次只焊很短一段焊缝。例如,铸铁的补焊每段只焊10~40mm。焊刚性较大的构件,每次只焊一根或半根焊条,每道焊完后,要冷却至不烫手时,才可焊下道焊缝。
锤击焊缝
在每道焊缝冷却过程中,用圆头小锤锤击焊缝,使焊缝金属受锤击产生塑性拉伸变形而向四周延展,抵消焊缝的收缩而降低内应力。锤击应保持均匀适度,避免锤击过度而产生过深的锤痕。
焊前预热
焊前预热的目的是使焊接区和结构的温度梯度减小,降低约束度,达到减小焊接内应力的目的。焊件焊前预热可整体预热,也可焊接区局部预热。预热的方法有炉内整体加热、局部远红外线加热、局部工频加热、火焰加热等。
武汉文昌高级焊工学校电焊培训、气焊气割培训、氩弧焊培训、二氧化碳气保焊、等离子切割、半自动切割、碳弧气刨、正在招生中
结业发证:学校技能培训证,可考取全国通用的特种作业安全操作证和国家职业资格证书
学校地址:武汉市武昌司门口民主路23号(民主路户部巷步行街瑞苗城内)
乘车路线:
1、武汉火车站、武昌火车站、汉阳王家湾乘地铁4号线复兴路站下D出口出,走到省人民医院门前乘578、573、717、539路公交车在解放路后长街站下,前行50米在司门口天桥下左转,进入民主路户部巷步行街,向江边方向步行3分钟即到。
2、汉口火车站、光谷方向乘地铁2号线在积玉桥站下A出口附近转乘514、539、542路公交在临江大道汉阳门站下车,对面即到民主路户部巷步行街,前行3分钟即到武汉市文昌高级职业学校

 1968028183
1968028183 027-88081998
027-88081998 文昌二维
文昌二维 在线报名
在线报名
